
COMPARISON

As-Milled
Requirement
none
Grit
none
Thickness
none
Surface roughness
none
Color
none
Part masking
none
Bead Blast
Requirement
Specification
Grit
#120
Thickness
none
Surface roughness
none
Color
Uniform matte of raw material color
Part masking
Indicate masking requirements in technical drawing
Anodized(Type II Or Type III)
Requirement
Specification
Grit
#120
Thickness
none
Surface roughness
none
Color
Uniform matte of raw material color
Part masking
Indicate masking requirements in technical drawing
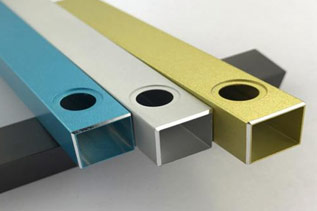
Bead Blasting + Anodizing color or clear(type II)
Requirement
Specification
Grit
none
Thickness
8 - 12 μm (clear), 4 - 8 μm (color)
Surface roughness
none
Color
Black, clear or any RAL code or Pantone number
Part masking
Indicate masking requirements in technical drawing
Powder Coat
Requirement
Specification
Grit
none
Thickness
18 - 72 μm
Surface roughness
none
Color
Black or any RAL code or Pantone number
Part masking
Indicate masking requirements in technical drawing
Electropolished
Requirement
Specification
Grit
none
Thickness
none
Surface roughness
none
Color
Natural metal color
Part masking
Indicate masking requirements in technical drawing
Brushed
Requirement
Specification
Grit
#80-120
Thickness
none
Surface roughness
0.8 - 1.5 μm
Color
none
Part masking
Indicate masking requirements in technical drawing